


产品详细介绍
锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,清除锯齿上的切屑。冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
锯切精度低,但锯的稳定性取决于锯条的张力、锯条的长度、进给方向和导向装置。带锯机是带锯机的导向装置,它的作用是缩短锯条工作边的自由长度,提高锯条的刚性,减小锯条横向振动的幅度,使锯条保持平直。
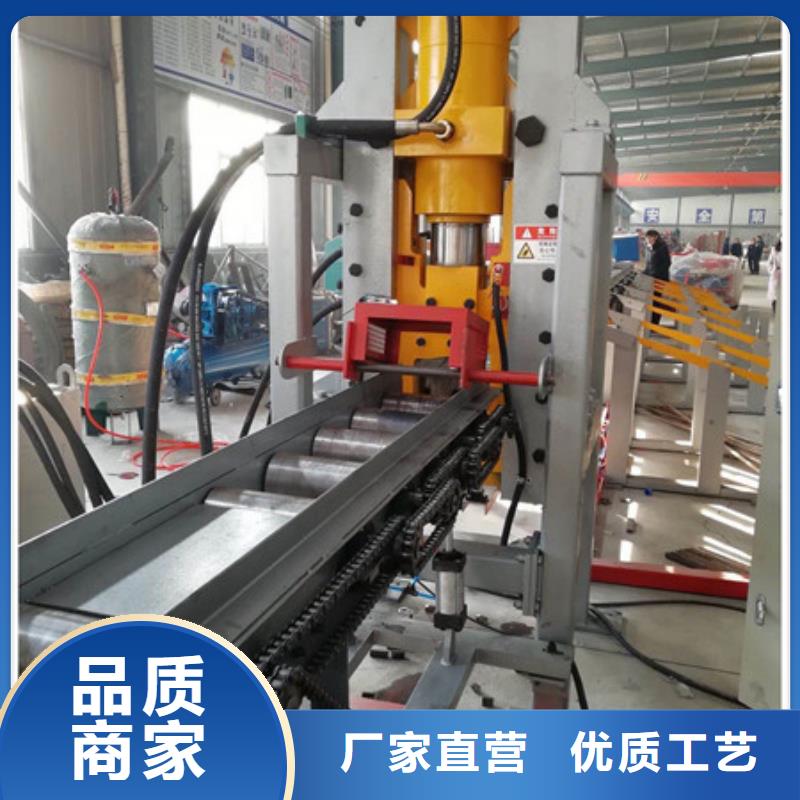
钢筋锯床是根据客户需求设计专业锯钢筋经济型锯床,适用于高铁隧道等工地的钢筋齐头锯断;工作夹紧采用液压夹紧,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
切削范围(mm) 400*400
锯带规格(mm) 4180*34*1.1
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 4.0
液压电机功率(kw) 1.5
冷却泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500
<唐山>建贸机械设备有限公司

13.根据切屑的形状和颜色,调整配电箱右边的调速旋钮,调节到适当的锯切速度,切屑为白色卷屑时较为合适,切屑短而硬呈蓝色应降低进给量,切屑薄而散呈白色则应加大进给量。
14.锯切完毕,锯带会自动停止运转,锯弓上升。
15.按夹钳松开按钮,取出材料。
16.如需自动切割,需要先在手动界面把右下角旋钮转换为自动后在进入自动界面。
17.自动界面操作:按机械回原点,输入需要切割的尺寸及件数,点自动启动即可。
GB4235双立柱卧式带锯床是集机、电、液为一体的全自动带锯床,是锯切较大直径的黑色金属和有色金属等各种型材的设备,具有高效、节能、高精度等特点。其结构合理,造型美观.
可定制的唐山钢筋带锯床生产厂家 <唐山>建贸机械设备有限公司带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
 jmc
jmc
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。

替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
<唐山>建贸机械设备有限公司数控带锯床送的材料尺寸不准的原因:金属带锯床更换全新的带锯条锯齿很锋利,为了能够承受双金属带锯条工作时候的锯切压力,必须对新锯条齿部加以磨合,使其形成一个圆弧面从而保护齿部,未经磨合的锯齿在高压下切割,会破损齿尖的组织,缩短带锯条的使用寿命。 对一条新的带锯进行适当的磨合加工,将能极大地增加锯条的使用寿命,按照客户切割的材料种类,公司的技能晋级及商品结构调整资金来源主要是靠自我堆集
选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时。